M3 HC ROKS 2,3
Blind rivet nuts
are blind installed threaded inserts (from one side only) fitted with no re-machining/processing. They are normally used for screw joints and/or riveting and additional screwing. Durable strong load bearing threads are provided especially in thin materials and hollow profiles. The formed bulge at the reverse side guarantees high tear out resistance.
Specific features
- Can be set from one side - "Blind application".
- Can be used as a blind rivet or a blind rivet nut.
- High tear-out resistance due to formed bulge.
- Ideal for pre-treated surfaces or galvanized materials.
- A wide range of materials, head or shank types.
- Rational processing by simple hand or Power tool.
Assembly Instructions
It is absolutely necessary to follow a few basic instructions for fixing the blind rivet nuts if this system is meant to provide perfect screw joints.
Determine the grip range "K"
Apart from the correct selection of the thread size and material of the rivet nut, the grip range must be selected depending on the thickness of the metal sheet. Pilot tests are recommended. In case of sheet thickness or borehole tolerances a blind rivet nut having a larger or smaller grip range may be required.

Countersunk head nuts
A faultless 90° countersinking is necessary to place countersunk head nuts properly. Attention has to be paid that countersinking is done in a way that the countersunk head of the rivet nut protrudes at least 0.1 mm after setting. This is necessary to enable the counter piece to rest on the rivet nut, thus preventing the rivet nut from turning caused by the frictional resistance whilst screwing. In case of small countersunk head, countersinking of the bore hole is not required = saving time and cost.
Hole size
The hole size should normally not be more than the shank dimension of the nut to be used plus 0.1 mm. If this hole tolerance is maintained, shank expansion taking place during the setting process gives firm support to the nut, even against twisting.
Shank shapes
If there are any special requirements as to the twisting resistance, we recommend blind rivet nuts with a knurled or hexagon shank. Blind rivet nuts with a knurled shank should preferably be used for relatively soft material. Blind rivet nuts with a hexagon shank are always the best solution if technically possible. We will be pleased to advise you in any case.
Steps of processing
 |  |  |  |  |
| Level1 | Level 2 | Level 3 | Level 4 | Level 5 |
| Spin blind rivet nut onto the mandrel. | Insert blind rivet nut into the mounting hole. | Clinch - the nut is drawn against the nosepiece of the setting tool. It expands radially behind the mounting hole. | Remove the mandrel from the fixed blind rivet nut. | Load can be applied on the blind rivet nut. |
| Instruction for torque testing - take care that screwed on plate is held stationary. | 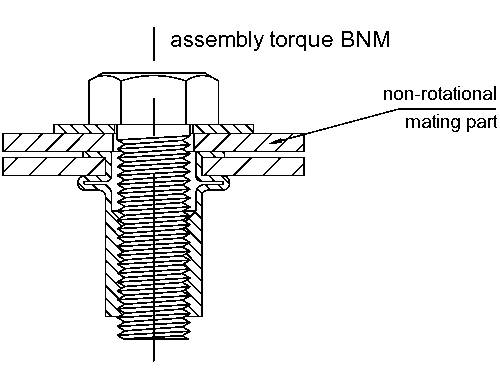 |