SL M3x50 AC 3+ M
FILTEC®
Produktinformation
Vorteile
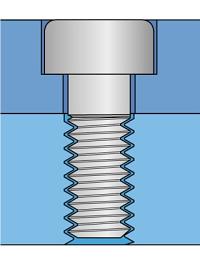
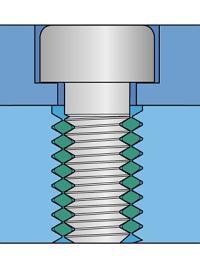
| Gewindeverstärkung: Die Drahtgewindeeinsätze ermöglichen die Herstellung hochfester Gewinde bei optimaler Kraftübertragung von der Schraube zum Muttergewinde. Sie eignen sich hervorragend zur Gewindeverstärkung in Werkstoffen von geringer Scherfestigkeit wie Aluminium oder Magnesium und sind deshalb in den Branchen Maschinen- und Anlagenbau, Elektronik, Automobil- sowie Luft- und Raumfahrttechnik nicht mehr wegzudenken. Durch diese Gewindeeinsätze ist es möglich, ein nahezu "verschleißfreies" Gewinde herzustellen. Reparatur: Die Drahtgewindeeinsätze eignen sich hervorragend für Reparatur und Instandhaltung. Die einfache und problemlose Handhabung ermöglicht eine wirtschaftliche und dauerhafte Instandsetzung beschädigter Gewinde. Teure Neuanschaffungen und Anschlussteile erübrigen sich. Korrosionsbeständigkeit: Der Standardwerkstoff X5CrNi 18-10 (A2) ist korrosionsbeständig gegenüber Umwelteinflüssen. Für thermisch und korrosiv hochbeanspruchte Verbindungen stehen entsprechende Werkstoffe zur Verfügung. Belastbarkeit: Der elastische Drahtgewindeeinsatz führt zu einer besseren Last- und Spannungsverteilung zwischen Schraube und Muttergewinde. Das verbessert die Kraftübertragung der Schraubverbindung sowohl für statische als auch für dynamische Anwendungen. Sitz: Der Durchmesser des Gewindeeinsatzes ist vor der Montage größer als das Muttergewinde. Dadurch wird ein selbsthemmender Sitz des Einsatzes erreicht. Leichtbau: Materialeinsparungen und Gewichtsreduzierung lassen sich durch die hochfesten Gewindeeinsätze problemlos verwirklichen, da weniger Verbindungsstellen bei gleichzeitiger Platzeinsparung ermöglicht werden. | 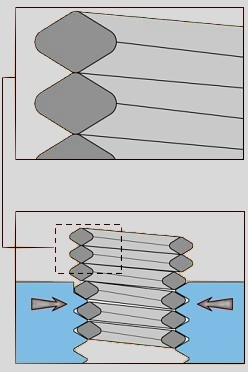 selbstsichernd
|
Montageprinzip
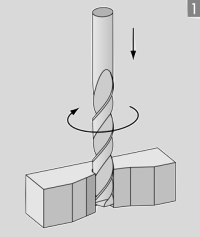 | 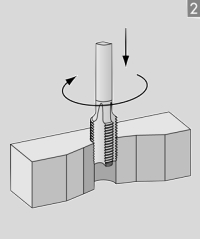 | 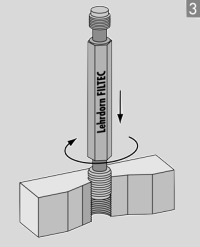 | ||
| 1. Kernloch bohren Handelsüblichen Spiralbohrer verwenden, Bohrungsdurchmesser beachten! Bohrung nach Möglichkeit nicht ansenken. | 2. Gewinde schneiden Das Aufnahmegewinde nur mit dem für die ausgewählte Größe vorgesehenen Gewindebohrer schneiden. | 3. Gewindebohrung prüfen Muss das Aufnahmegewinde geprüft werden, stehen Lehrdorne zur Verfügung. | ||
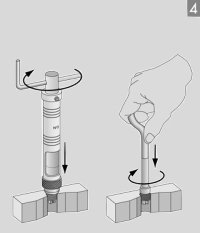 | 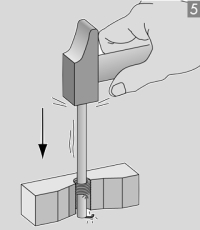 | 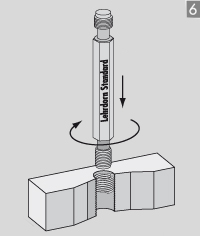 | ||
| 4. Einbau Den Gewindeeinsatz auf die Spindel drehen. Den Einsatz ohne Druck durch die Vorspannpatrone des Montagewerkzeuges in das Muttergewinde drehen. Der FILTEC + Gewindeeinsatz kann direkt in das Muttergewinde gedreht werden. Das Drahtende sollte bis mindestens 1/4 Umdrehung unter die Werkstückoberfläche eingedreht werden. | 5. Mitnehmerzapfen Um ein Durchgangsloch zu erstellen, wird der Mitnehmerzapfen mit dem Zapfenbrecher abgebrochen. Bei Grundlochgewinden kann der Zapfen unter Beachtung der max. Einschraubtiefe im Gewinde verbleiben. | 6. Gewindebohrung prüfen |
Lieferprogramm
|
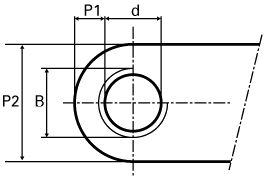
Wanddicke
Diese Werte wurden für die Anwendung in gegossenen oder gewalzten Aluminiumlegierungen und einer Gewindelänge von 1,5xd ermittelt.
|  |
Technische Änderungen vorbehalten.